
Fundición en matrices
En este proceso el metal líquido se inyecta a presión en un molde metálico (matriz), la inyección se hace a una presión entre 10 y 14 Mpa, las piezas logradas con este procedimiento son de gran calidad en lo que se refiere a su terminado y a sus dimensiones.
Este procedimiento es uno de los más utilizados para la producción de grandes cantidades de piezas fundidas. Se pueden utilizar dos tipos de sistema de inyección en la fundición en matrices:
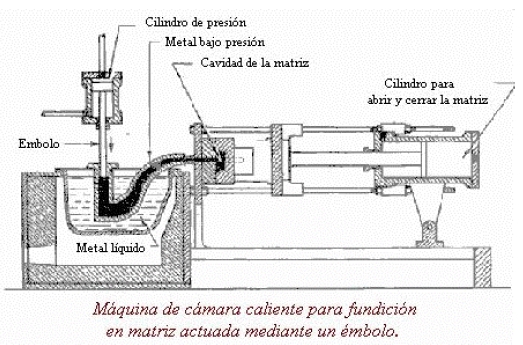
– Cámara caliente
– Cámara fría
El procedimiento de fusión en cámara caliente se realiza cuando un cilindro es sumergido en el metal derretido y con un pistón se empuja el metal hacia una salida la que descarga a la matriz.
Las aleaciones más utilizadas en este método son las de bajo punto de fusión como las de zinc, estaño y plomo. Las piezas que se producen son de 20 a 40 Kg. y se llegan a manejar presiones superiores a los 35 Mpa. Es un proceso rápido que se puede fácilmente mecanizar.
Fundición en Matriz
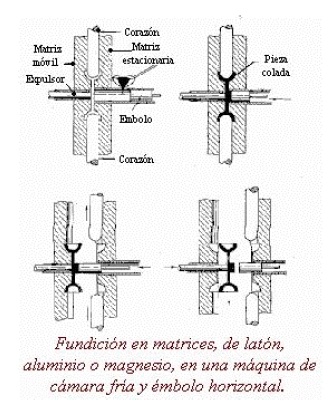
El proceso con cámara fría se lleva metal fundido por medio de un cucharón hasta un cilindro por el cual corre un pistón que empuja al metal a la matriz de fundición, las piezas obtenidas son de unos cuantos gramos a 10 Kg. y sólo es recomendable en trabajos de poca producción.
Fuente: Materia de Proceso de Manufactura de la Unideg