
Producción de tubos extruidos
La extrusión es un método ideal de producir tubos sin costura, y el principio del método ya se ha utilizado en la extrusión de cable forrado. El cable en el centro del orificio circular del dado, forma un espacio anular a través del cual el metal extruido fluye para formar el forro.
Para la producción de tubos, el cable se reemplaza por un mandril.
Hay tres tipo, de arreglo, de mandril que pueden usarse:
a) Fijo
b) Flotante
c) Perforante
Los tipos (a) y (b) están fijos al émbolo como se muestra en la Figura y el lingote debe perforarse de manera que el mandril pueda sobresalir a través del lingote y tomar su posición en el orificio del dado.
La tendencia moderna es la de usar el mandril flotante, más que uno fijo, puesto que él mismo se centra y, por tanto, produce tubos con concentricidad dentro del 1 %.
Tipos de arreglos del mandril
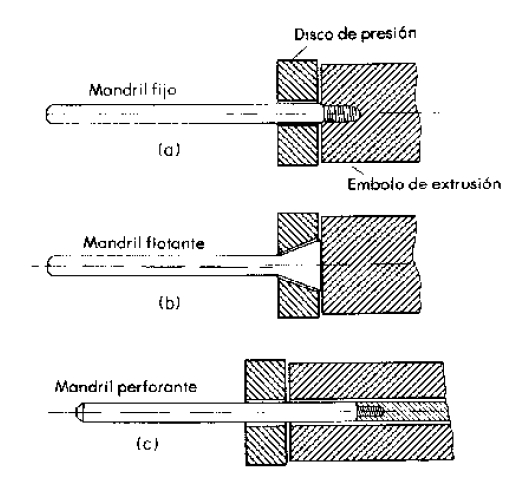
Por otro lado, los mandriles fijos producen tubos excéntricos a menos que se tenga cuidado, para perforar con precisión el lingote. Cuando se usa mandril perforador, el lingote es sólido y el mandril se retrae dentro del émbolo.
Después que el lingote caliente se coloca dentro del contenedor, el mandril es empujado dentro del lingote y pasa a través de él para colocarse en el orificio del dado.
Las principales ventajas de este proceso son velocidad y economía, porque elimina la operación de perforado por separado y el equipo especial requerido.
Las desventajas son que las prensas requeridas, son mucho más grandes y mucho más caras que las del tipo sin perforador. La operación severa de perforado, algunas veces da abundantes grietas y desgarres en el agujero del lingote produciendo defectos en el tubo.
Por estas razones, el perforado no se lleva a cabo en tubos de aluminio y sus aleaciones, y se usa principalmente en aleaciones de cobre donde no son necesarios buenos acabados superficiales, requeridos en usos hidráulicos y de alta presión.
Un desarrollo reciente ha sido la introducción de dados puente, donde el mandril normal se ha reemplazado por uno más pequeño, sostenido en posición en el orificio del dado, por tres brazos delgados de araña, como se muestra en la Figura.
Dado Puente
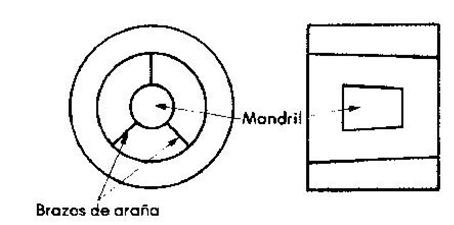
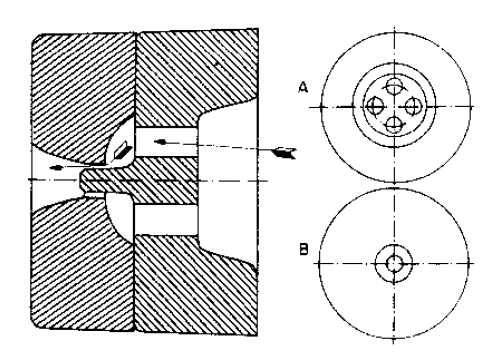
El metal es rebanado por los tres brazos de araña cuando es extruido, para dar tres segmentos separados, pero éstos son inmediatamente comprimidos por el soporte cónico del dado sin exponerse al aire, por lo que las superficies limpias se sueldan por presión, para formar un tubo completo.
Cuando este proceso fue propuesto inicialmente, los clientes tendían a ser renuentes a aceptar el producto, que era considerado inferior a los tubos sin costura normales. Sin embargo, ahora se acepta que los tubos hechos con dados puente son tan buenos, si no es que superiores a los tubos extruidos normalmente.
Dado puente de cuatro aberturas
Fuente: Materia de Proceso de Manufactura de la Unideg