
La forja con dado cerrado en martinete es ampliamente usada, el mazo y el yunque son reemplazados por dados. Los dados están machihembrados para ser fijados en el yunque y en el mazo.
Además tienen una serie de ranuras y cavidades labradas en ellos y la pieza de trabajo se pasa en secuencia, a través de las series de formado.
Forja de Impacto
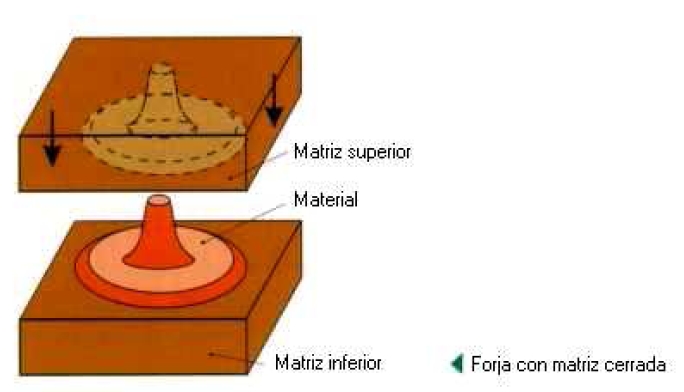
La Figura ilustra el principio de una forja de impacto. La forja masiva es actualmente producida por el proceso de forja con dado y martinete.
Elementos típicos de un dado para forja cerrada
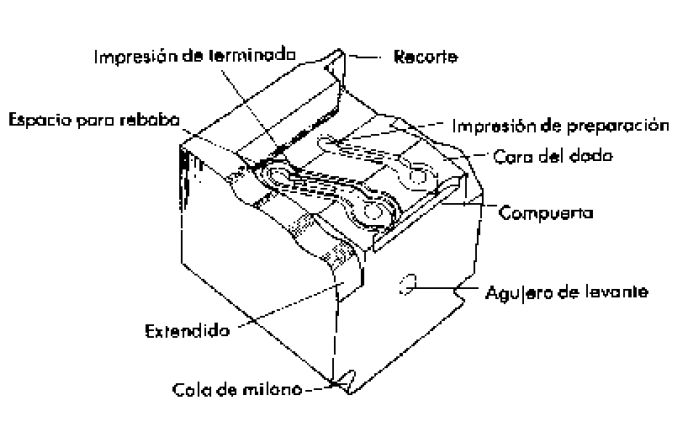
Estas estaciones tienen nombres tales como extendido, bloqueado, canteado, doblado y cortado. Donde se involucran varias estaciones, debe tenerse cuidado y asegurarse que el metal no se enfríe demasiado, antes de llegar a la última estación.
Para asegurar que la cavidad del dado se llena completamente, el volumen del lingote o trozo inicial es mayor que el de la forja final. El exceso de metal aparece como «rebaba» en cada etapa, ésta es aleta delgada alrededor del perímetro de la forja en la línea de partición.
Esta rebaba es cortada posteriormente en una prensa, por lo general, a alta temperatura. El peso de la rebaba debe ser un pequeño porcentaje del peso total de las forjas de formas simples, pero puede exceder el peso de las forjas de forma complicada.
De esta manera, cada tamaño y forma de forja requerirá un juego independiente de dados de forja y recorte. La tolerancia de producción para el metal Inicial debe incluir un exceso por ejemplo 10 ± 0 2 mm. La sobre tolerancia del metal es acomodada por un canal alrededor de la cavidad del dado, que permite la formación de la aleta referida anteriormente.
Fuente: Materia de Proceso de Manufactura de la Unideg