
Para evitar este problema se realiza un enfriamiento hasta temperatura algo por encima de Ms (por ejemplo si se quiere enfriar hasta una temperatura de 300ºC se sumerge el metal en una mezcla de sales fundidas cuya temperatura de fusión sea menor de 300ºC en el interior de un horno encontrándose la mezcla a 300ºC) a continuación se mantiene la pieza a esta temperatura hasta que se igualan las temperaturas del centro y la superficie y a continuación se vuelve a enfriar hasta temperatura ambiente.
El tratamiento quedaría representa por el siguiente esquema:
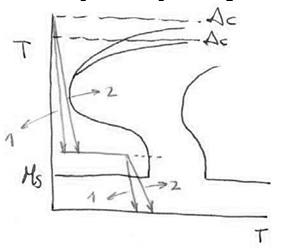
La curva representa el enfriamiento de la superficie externa y la curva 2 el del núcleo.
La curva más lenta (la del núcleo) no debe cortar a la curva principio de transformación.
El escalón de temperatura, es decir, la temperatura a la que se enfría en la primera etapa debe permanecer constante durante el tiempo suficiente para que se iguale la temperatura del centro con la de la superficie, pero no debe mantenerse un tiempo excesivo porque podría cortar a la curva principio de transformación.
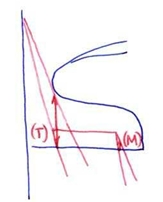
La ventaja de actuar de esta forma se debe a que la temperatura a la que se encuentra el núcleo cuando se empieza la transformación martensítica de la superficie está muy próxima a la temperatura martensítica (M), mientras que para el temple (T) esa temperatura es mucho mayor, y es en ese intervalo de temperaturas en el que se corre el riesgo de producir defectos. Este tratamiento se conoce como Martempering.
Fuente: Apuntes de Ciencia de Materiales. Ingeniería Química – Universidad de Huelva