
El contenedor es similar a aquel del proceso de extrusión directa, excepto, que en lugar de un dado y un émbolo, en los lados opuestos del lingote hay un dado y un soporte del dado hueco en un lado del lingote.
El soporte hueco del dado toma el lugar del émbolo. Esto debilita toda la prensa y limita el tamaño de la sección que puede ser producida por este proceso.
Gráfica carga – movimiento para una prensavertical
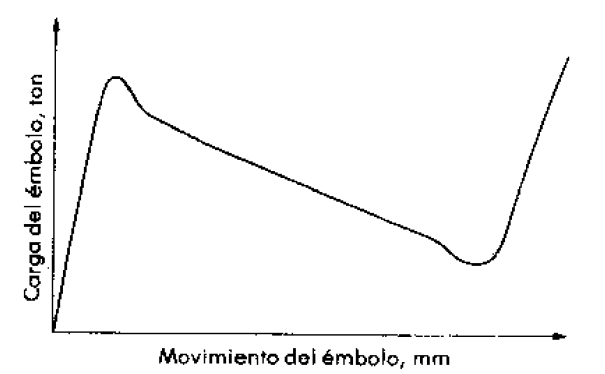
En la figura se observa que son muy similares al principio y al final, por las mismas razones, la diferencia en la sección media puede considerarse por el hecho de que en la extrusión directa el lingote se mueve hacia el dado, es decir, se desliza a lo largo de la pared del contenedor con lo cual se produce una fuerza de fricción o carga.
Esta carga de fricción depende del área de contacto entre el lingote y el contenedor y puesto que ésta es decreciente cuando el émbolo se mueve, de esta manera se hace que la carga de fricción disminuya con el movimiento del émbolo.
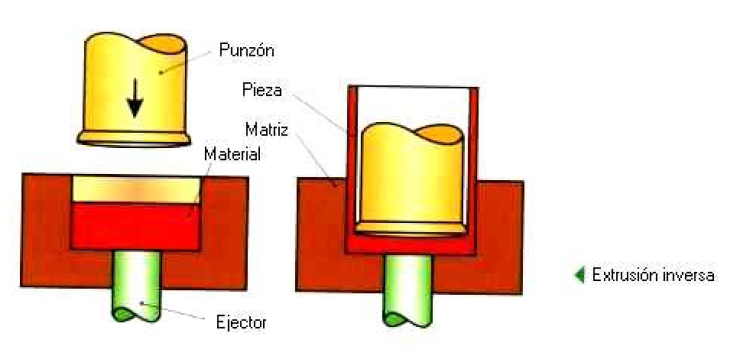
En el caso de la extrusión invertida no hay movimiento relativo entre el lingote y el contenedor y, por tanto, no puede haber fuerza de fricción.
Se requiere una carga máxima más baja cuando se usa extrusión invertida, pero la ventaja de esta carga más baja no puede ser capitalizada, debido al hecho, de que como se explicó al principio, con extrusión inversa, la máxima reducción posible en el proceso es limitada.
Extrusión Inversa
Fuente: Materia de Proceso de Manufactura de la Unideg