
El Austempering es un tratamiento isotérmico en el que la pieza desde la zona austenítica ( o austenito – cementítica en el caso de hiper) se enfría hasta temperaturas por encima de Ms sin que la curva de enfriamiento más lenta (la del núcleo) toque a la curva principio de transformación y, a continuación, se mantiene esa temperatura hasta que se produce la transformación total de la austenita.
Se obtiene como estructura bainita que se puede considerar como martensita revenida.
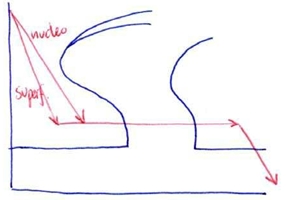
Uno de los problemas que se pueden plantear en el temple en el caso de piezas de gran espesor es que al utilizar un medio de enfriamiento que provoque un enfriamiento suficientemente rápido como para que el metal en contacto con ese medio sufra el temple, esto puede provocar que la cruva de enfriamiento de la parte interna de la pieza (que se enfría más lentamente) corte a la curva principio de transformación de forma que en esa parte interna se pueden obtener estructuras blandas (no martensita).
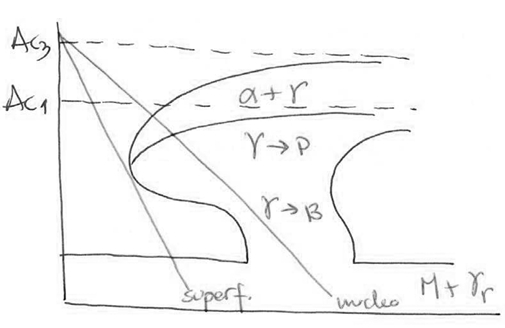
En la figura se ha representado un enfriamiento en el cual la curva del núcleo da lugar a ferrita + perlita + bainita + martensita + austenita residual; esto provoca una menor resistencia de la pieza e interesa conocer si las piezas van a alanzar el temple completo en una determinadas condiciones o no. Cada acero tiene su propia curva T-T-T.
Aceros de muy baja aleación y pobres en carbono presentan curvas T-T-T muy desplazadas hacia la izquierda mientras que cuanto mayor sea el porcentaje de carbono y de elementos de aleación solubles en austenita (exceptuando el cobalto) más desplazada hacia la derecha estará la curva T-T-T.
Fuente: Apuntes de Ciencia de Materiales. Ingeniería Química – Universidad de Huelva
Se conoce como templabilidad de un determinado acero en un medio al espesor máximo de pieza de ese acero que al ser templada en el medio logre un temple total hasta el núcleo. Ese espesor máximo se conoce como diámetro crítico del material en el medio en cuestión. Se conoce como diámetro crítico ideal de un acero al espesor de pieza máximo que consigue temple total en el núcleo cuando se enfría en un medio de enfriamiento capaz de disipar calor a velocidad infinita.
Para los distintos medios de enfriamiento se ha definido un parámetro empírico que se conoce como severidad de temple del medio (H) que oscila desde infinito para el medio ideal hasta valores tan bajos como 0,02. La severidad de temple además del medio depende del movimiento relativo entre la pieza y el medio.