
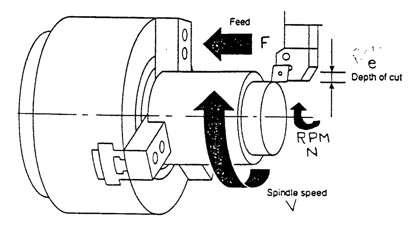
1.- Velocidad de corte: es la velocidad con la cual gira la pieza respecto a la herramienta de corte.
En el control numérico la velocidad de corte puede ser especificada por la velocidad del husillo.
A.- Velocidad angular: es la velocidad con la cual gira la pieza al pasar por la punta de la herramienta.
V NIID Sistema ingles. 12
V NIID .Sistema métrico. 1000
V= Velocidad Angular (Pie/Min o M/Min).
N= Número de revoluciones por minuto (RPM).
D= Diámetro de la pieza (Puig. o milímetros).
B.- Velocidad periferica: es el número de revoluciones por minuto a los que gira la pieza.
N(RPM) Vx12 Sistema ingles.
IIxD
N(RPM) Vxl000 Sistema métrico.
II x D
2.- Avance de corte: Es la velocidad con la que se mueve la herramienta sobre la pieza para remover material.
F (Puig./Revé. o MM/Rev.)
FxRPM= (Puig/Min. o M/Min.)
3.- Profundidad de corte: es la cantidad de material a remover sobre la pieza de trabajo con la herramienta de corte. e (Puig. o MM)
Factores que influyen en la aplicación de los parámetros de corte.
1- Tipo y forma del material a maquinar (barra, fundición o forja). 2.- Sujeción de la pieza de trabajo (3 o 4 veces el diámetro).
3.- Sujeción de la herramienta de corte (3 o 4 vece s el diámetro). 4 . – Tipo de material de la herramienta de corte.
5.- Sujeción de la máquina al piso (cimentación y/o anclaje). 6.- Potencia de la máquina.
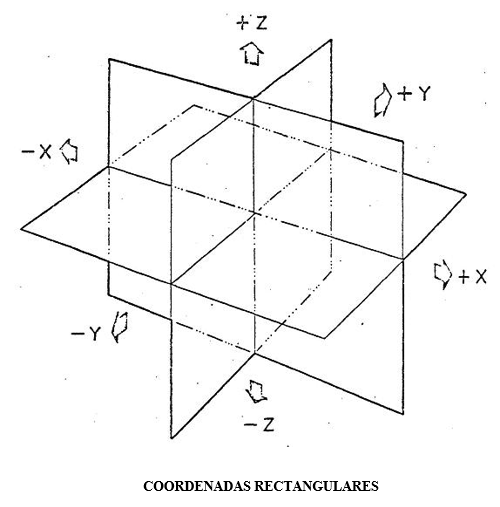
111.- Plano coordenado.
1.- Nomenclatura de los ejes:
A. – Eje «x» transversal.
B.- Eje «z» longitudinal.
En las coordenadas rectangulares o sistema de coordenadas, todas las dimensiones se dan desde el origen. Las medidas a la derecha del origen a lo largo del eje «X» son positivas, a la izquierda son negativas. A 90 y opuesto al eje X y en el mismo plano horizontal esta el eje «Y» con sus direcciones más menos.
Opuesto a ambos ejes esta el eje «Z». El sistema de coordenadas se usan para la designación de los ejes de una máquina y toda la programación del control numérico se basa en este sistema.
Fuente: Apuntes de Maquinaria y automatización de la Unideg