
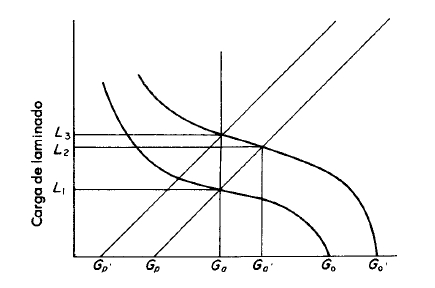
Con material con calibre a la entrada GO, y el molino ajustado a una holgura pasiva G, una carga de laminado L, se genera para dar un calibre de salida G.. Si el calibre de entrada se incrementa a G, la holgura activa de los rodillos aumenta a G,’, y probablemente se producirán tiras fuera de calibre, debido al hecho de que la carga de laminado ha aumentado a L2.
Para corregir esto la holgura pasiva de los rodillos debe cerrarse a G,, incrementándose con esto la carga de laminado a 1-3 . (Nótese la diferencia entre el método CAC-T y el CAC-SI) en que en el primero la corrección se logra reduciendo la carga de laminado, mientras que en el segundo la carga de laminado es aumentada.)
Control automático de calibre – método sd(cac – sd)
Fuente: Materia de Proceso de Manufactura de la Unideg