
Los dados de extrusión están hechos de acero de alta velocidad para herramienta y son componentes muy importantes en el proceso de extrusión.
Como el material del dado es demasiado caro, a menudo es hecho en forma de un disco delgado de diámetro mucho más pequeño que el lingote soportado por un dado de refuerzo.
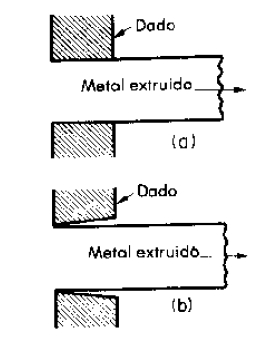
El orificio del dado controla la forma del metal extruido. Si la abertura del dado consta de un barreno circular y paralelo, es decir, la longitud del soporte es igual al espesor del dado, la extrusión será una varilla circular que requiere una fuerza considerable para estirarla y tiene una pobre superficie de acabado.
La superficie de acabado puede mejorarse y disminuir la carga, aumentando el diámetro del barreno en el extremo de descarga.
Resultado de la extrusión
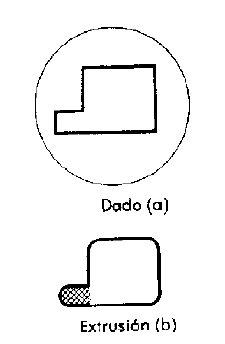
En caso de formas complejas, tales como la que se muestra en la Figura (a), se encontrará que un barreno completamente paralelo, resultará en la producción de una forma como la Figura (b). Esto es porque la resistencia a fluir a través del área sombreada del dado, es mucho mayor que a través del residuo.
Distintos tipos de Dados
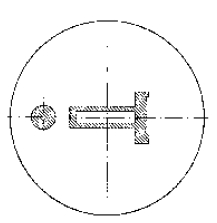
Esta resistencia puede reducirse «puliendo» o recortando el dado, de manera que la longitud de contacto con la extrusión sea reducida alrededor de las superficies externas del área sombreada en la Figura (b). ¿Qué longitud de soporte se requiere?, es una cuestión de experiencia, y se necesita un buen diseñador de herramienta, para asegurar que el pandeo y torsión de la sección extruida no ocurra y que el metal no tenga desgarres o filos ásperos.
Dado con abertura adicional para balancear el flujo
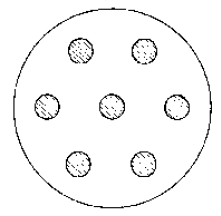
Un dado múltiple de extrusión puede usarse cuando la carga de extrusión es excesiva para una sola área pequeña de extrusión.
Un número dado de secciones que pueden ser idénticas o de diferentes formas, pueden extruirse al mismo tiempo, cortando varios orificios como en la Figura siguiente. Se acostumbra disponer de orificios idénticos, ya que de otra manera puede surgir el problema del balanceo del flujo.
Dado de extrusión para producción múltiple de barras
Fuente: Materia de Proceso de Manufactura de la Unideg