
La mayoría de la extrusión industrial es esencialmente un proceso de trabajo en caliente donde el lingote se calienta a una temperatura uniforme antes de insertarlo en el contenedor.
No obstante que el contenedor se calienta siempre a una temperatura más baja que el lingote con el resultado de que el exterior de éste tiende a enfriar una vez que hace contacto con el contenedor. Esto ocurre al principio del ciclo de extrusión en las capas exteriores del lingote son continuamente enfriadas durante el resto del ciclo.
La deformación no es uniforme a través de la sección. De hecho se encuentra a lo largo de ciertos planos de corte, dando origen a muy altas reducciones localizadas, acompañadas por extremadamente altas velocidades de extrusión.
Las velocidades de deformación en estas zonas pueden ser tales que provoquen considerables elevaciones de temperatura, bajo condiciones esencialmente adiabáticas.
Si estas elevaciones son excesivas, entonces el metal puede exceder su punto de fusión dando origen a fusión incipiente, y el metal extruido como se explicó al principio será expulsado desde la apertura del dado, en forma de explosiones, para dar la clásica fractura de «abeto».
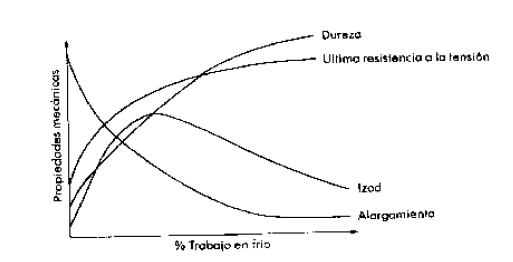
Gráfica de Propiedades del Metal respecto al porcentaje del trabajo en frío
Si se hace un intento para eliminar la fractura de abeto disminuyendo la temperatura de precalentamiento del lingote, existe el riesgo de que se produzcan grandes granos periféricos, disminuyendo las propiedades mecánicas del material extruido.
Smith concluye que para evitar granos grandes periféricos y fusión incipiente, es necesario imponer un control preciso de la temperatura de recalentamiento del lingote, temperatura del contenedor y velocidad del émbolo.
La variación de la temperatura en el interior del metal durante la deformación como se ilustró antes tiene una influencia controlada sobre las propiedades del producto A propuestas.
De Smith se investigaron los parámetros de operación y se propusieron guías para la eliminación de los mayores defectos del producto. Tanner y Johnson han deducido un método más preciso que la versión cualitativa simplificada dada antes, para determinar la distribución de temperaturas en la extrusión.
Los problemas de transferencia de calor no existen durante la deformación adiabática y Johnson y Tanner investigaron procesos comerciales de extrusión a fin de encontrar qué tan cerca están de las condiciones adiabáticas.
Fuente: Materia de Proceso de Manufactura de la Unideg