
Los molinos del tipo de cuatro rodillos, agrupado o Sendzimir han sido desarrollados con intención de eliminar la flexión de los rodillos, ya que cualquier deflexión da lugar a que el metal producido sea más grueso en su centro que en sus orillas.
Mientras que esto sea posible, tal forma resultará en un producto fuera de tolerancia de calibre, el problema mayor es la pérdida de forma. El metal se alarga más en sus orillas que en su lín ea de centro, resultando en diferentes longitudes a través del ancho.
Flexión del rodillo
Esto sólo puede ser acomodado por plegado o arrugado con la consecuente pérdida de planicidad. Una vez que la tira de metal ha perdido su forma de esta manera, nunca puede recuperarla y debe ser desechada.
Los intentos para evitar o limitar el flexionado de los rodillos involucran entre otros la disminución de la carga de laminado. Esto ha dado lugar a rodillos de trabajo pequeños y a molinos de cuatro rodillos. Pero aun con este tipo de molinos ocurre cierta flexión y ésta es arreglada abombando los rodillos, es decir, dándoles forma de barril.
La carga de laminado todavía flexiona los rodillos, pero el perfil adyacente al material que se está laminando está re cto. Debe notarse, sin embargo, que sólo existe un valor de la carta de laminado que produce este perfil plano.
Perfil del rodillo superior y efecto de la carga de laminado
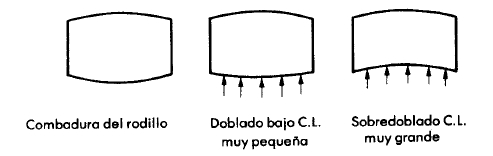
Con el laminado continuo de varios bastidores, la tensión entre cada bastidor se ajusta para mantener la carga de laminado en un valor constante y así lograr una superficie plana. Este es un aspecto importante del control de la forma en laminado de tiras.
Un desarrollo reciente ha sido la introducción de gatos hidráulicos en los cuellos de los rodillos, de este modo se altera la combadura de los rodillos mediante una flexión a los mismos.
Todos los métodos descritos hasta ahora involucran el laminado continuo donde puede emplearse tensión entre bastidores o al principio o final del molino continuo.
En el laminado de hojas individuales esta técnica para controlar la carga de laminado no puede usarse y, por tanto, el problema de controlar la forma se ataca de otra manera.
Cook y Parker, en 1953 proyectaron una técnica para calcular secuencias de laminado racionales, es decir, una secuencia de pasadas en los rodillos que para un metal dado, producirían la misma carga de laminado en cada pasada.
Fuente: Materia de Proceso de Manufactura de la Unideg