
El proceso para producir piezas u objetos útiles con metal fundido se le conoce como proceso de fundición. Este proceso se ha practicado desde el año 2000 AC.
Consiste en vaciar metal fundido en un recipiente con la forma de la pieza u objeto que se desea fabricar y esperar a que se endurezca al enfriarse.
Para lograr la producción de una pieza fundida es necesario hacer las siguientes actividades:
1. Diseño de los modelos de la pieza y sus partes internas
2. Diseño del molde
3. Preparación de los materiales para los modelos y los moldes
4. Fabricación de los modelos y los moldes
5. Colado de metal fundido
6. Enfriamiento de los moldes
7. Extracción de las piezas fundidas
8. Limpieza de las piezas fundidas
9. Terminado de las piezas fundidas
10. Recuperación de los materiales de los moldes
Moldes temporales
Los recipientes con la forma deseada se conocen como moldes, éstos se fabrican de diferentes materiales como: arena, yeso, barro, metal, etc.
Los moldes pueden servir una vez o varias. En el primer caso se les conoce como moldes temporales y los que se pueden utilizan varias veces, se les conoce como moldes permanentes.
Modelos desechables y removibles
Los moldes se fabrican por medio de modelos los que pueden ser de madera, plástico, cera, yeso, arena, poliuretano , metal, etc. Si los modelos se destruyen al elaborar la pieza, se dice que éstos son disponibles o desechables y si los modelos sirven para varias fundiciones se les llama removibles.
Fundición en moldes de arena
Uno de los materiales más utilizados para la fabricación de moldes temporales es la arena sílica o arena verde (por el color cuando está húmeda). El procedimiento consiste en el recubrimiento de un modelo con arena húmeda y dejar que seque hasta que adquiera dureza.
Fundición en moldes de capa seca
Es un procedimiento muy parecido al de los moldes de arena verde, con excepción de que alrededor del modelo (aproximadamente 10 mm) se coloca arena con un compuesto que al secar hace más dura a la arena, este compuesto puede ser almidón, linaza, agua de melaza, etc.
El material que sirve para endurecer puede ser aplicado por medio de un rociador y posteriormente secado con una antorcha.
Fundición en moldes con arena seca
Estos moldes son hechos en su totalidad con arena verde común, pero se mezcla un aditivo como el que se utiliza en el moldeo anterior, el que endurece a la arena cuando se seca.
Los moldes deben ser cocidos en un horno para eliminar toda la humedad y por lo regular se utilizan cajas de fundición, como las que se muestran más adelante. Estos moldes tienen mayor resistencia a los golpes y soportan bien las turbulencias del metal al colarse en el molde.
Fundición en moldes de arcilla
Los moldes de arcilla se construyen al nivel de piso con ladrillos o con materiales cerámicos, son utilizados para la fundición de piezas grandes y algunas veces son reforzados con cajas de hierro. Estos moldes requieren mucho tiempo para su fabricación y no son muy utilizados.
Fundición en moldes furánicos
Este proceso es bueno para la fabricación de moldes o corazones de arena. Están fabricados con arena seca de grano agudo mezclado con ácido fosfórico, el cual actúa como acelerador en e l endurecimiento, al agregarse a la mezcla una resina llamada furánica. Con esta mezcla de ácido, arcilla y resina en dos horas el molde se en durece lo suficiente para recibir el metal fundido.
Fundición con moldes de CO 2
En este tipo de moldes la arena verde se mezcla con silicato de sodio para posteriormente ser apisonada alrededor del modelo. Una vez armado el molde se inyecta bióxido de carbono a presión con lo que reacciona el silicato de sodio aumentando la dureza del molde.
Con la dureza adecuada de la arena del molde se extrae el modelo, si este fuera removible, para posteriormente ser cerrado y utilizado.
También los procesos de moldeo pueden ser clasificados por el lugar en el que se fabrican.
1. Moldeo en banco. Este tipo de moldeo es para trabajos pequeños y se fabrican en un banco que se encuentre a la mano del trabajador.
2. Moldeo de piso. Para piezas grandes en las que su manejo es difícil y no pueden ser transportadas de un sitio a otro.
3. Moldeo en fosa. Cuando las piezas son extremadamente grandes y para su alimentación es necesario hacer una fosa bajo el nivel medio del piso.
Ventajas de los modelos desechables
1. Para la fabricación de moldes sin máquinas de moldeo se requiere menos tiempo.
2. No requieren de tolerancia especiales.
3. El acabado es uniforme y liso.
4. No requiere de piezas sueltas y complejas.
5. No requiere de corazones
6. El moldeo se simplifica notablemente.
Desventajas de los modelos desechables
1. El modelo es destruido en el proceso de fundición.
2. Los modelos son más delicados en su manejo.
3. No se puede utilizar equipo de moldeo mecánico.
4. No se puede revisar el acabado del molde.
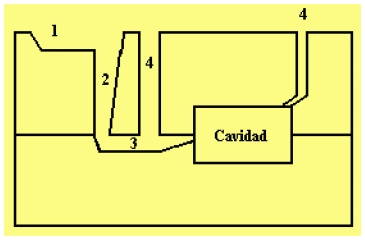
1. Vasija de vaciado. Entrada del metal fundido al molde.
2. Bebedero. Conducto por el cual baja el metal fundido para la alimentación del metal al molde.
3. Corredor alimentador. Vasija inferior que permite la entrada del material a la cavidad. En algunos caso se coloca un rebosadero antes del corredor alimentador para que se atrape la escoria o partículas extrañas del metal fundido.
4. Rebosaderos. Son espacios que pueden ser ciegos o abiertos y que sirven para permitir que la escoria del material fundido flote y sea atrapada. También sirven para conocer si el material llenó en su totalidad la cavidad del molde.
Tolerancias en los modelos
En el diseño de los modelos que se utilizan para construir un molde es necesario tener en consideración varias tolerancias.
1. Tolerancia para la contracción. Se debe tener en consideración que un material al enfriarse se contrae dependiendo del tipo de metal que se esté utilizando, por lo que los modelos deberán ser más grandes que las medidas finales que se esperan obtener.
2. Tolerancia para la extracción. Cuando se tiene un modelo que se va a remover es necesario agrandar las superficies por las que se deslizará, al fabricar estas superficies se deben considerar en sus dimensiones la holgura por extracción.
3. Tolerancia por acabado. Cuando una pieza es fabricada en necesario realizar algún trabajo de acabado o terminado de las superficies generadas, esto se logra puliendo o quitando algún material de las piezas producidas por lo que se debe considerar en el modelo esta rebaja de material.
4. Tolerancia de distorsión. Cuando una pieza es de superficie irregular su enfriamiento también es irregular y por ello su contracción es irregular generando la distorsión dela pieza, estos efectos deberán ser tomados en consideración en el diseño de los modelos.
5. Golpeteo. En algunas ocasiones se golpean los modelos para ser extraídos de los moldes, acción que genera la modificación de las dimensiones finales de las piezas obtenidas, estas pequeñas modificaciones deben ser tomadas en consideración en la fabricación de los modelos.
Fuente: Materia de Proceso de Manufactura de la Unideg