
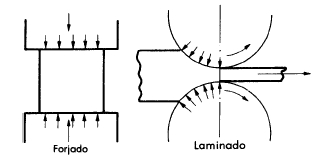
Este es un proceso de compresión indirecta. Normalmente la única fuerza o esfuerzo aplicado es la presión radial de los rodillos laminadores. Esto deforma el metal y lo jala a través de la holgura de los rodillos.
El proceso puede ser comparable a la compresión en el forjado pero difiere en dos aspectos; la compresión se efectúa entre un par de platinas con diferentes inclinaciones entre una y otra, y que el proceso es continuo.
Distribución de fuerzas del Forjado y Laminado
El laminado es el proceso de deformación que más ampliamente se usa y por la razón de que existen muchas versiones el proceso tiene su propia clasificación. Esta puede ser de acuerdo al arreglo de los rodillos en el bastidor en el molino o de acuerdo con el arreglo de los bastidores en secuencia.
Los molinos de laminación se clasifican de acuerdo a la Figura. El molino de dos rodillos fue el primero y el más simple pero su capacidad de producción tiende a ser baja debido al tiempo que se pierde al tener que regresar el metal al frente del tren o molino.
Obviamente esto condujo al molino reversible de dos rodillos donde el metal puede ser laminado en ambas direcciones. Este molino está limitado por la longitud que puede manejar y si la velocidad de laminado se aumenta, el resultado casi es el mismo debido al incremento del tiempo requerido para invertir la rotación en cada pasada. Lo anterior fija una longitud máxima económica de alrededor de 10 m.
Tipos de molinos
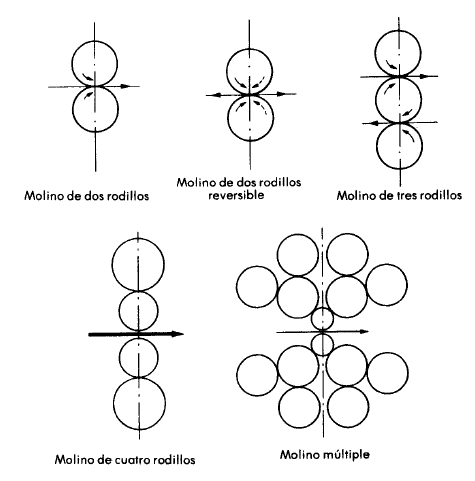
El siguiente desarrollo fue el molino de laminación de tres rodillos, el cual tenía las ventajas de los molinos reversibles de dos rodillos. Estos molinos deben tener, por supuesto, mesas elevales en ambos lados de los rodillos.
La holgura en un molino de tres rodillos no puede ser ajustada entre pasadas, por ello deben cortarse ranuras o canales en la superficie del rodillo para lograr diferentes reducciones.
Los tres tipos de molinos de laminación, tienen la desventaja de que todas las etapas del laminado son efectuadas en la misma superficie del rodillo y la calidad de la superficie del producto tiende a ser baja. Los cambios de rodillo en estos molinos son relativamente frecuentes y requieren de tiempo.
Es por ello que este tipo de molinos se usa para el laminado primario, donde se requiere un rápido cambio de forma, aun a expensas de la calidad de la superficie.
Fuente: Materia de Proceso de Manufactura de la Unideg