
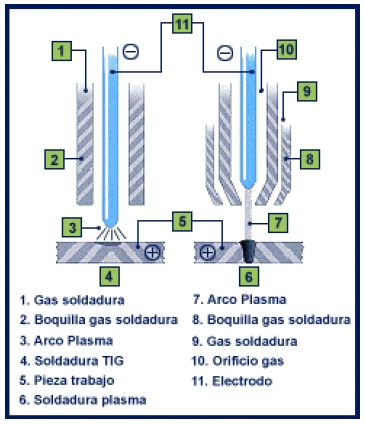
La soldadura por arco de plasma (P.A.W.) es un proceso con muchos puntos comunes con el más conocido proceso T .I.G. de soldadura.
La diferencia fundamental estriba en la forma que adopta el arco eléctrico, dado que en el proceso T.I.G. éste se crea libremente entre el electrón y la pieza, y tiene una forma cónica.
En el caso del proceso P.A.W., el arco eléctrico pasa por un orificio de constreñimiento situado en la boquilla de la pistola, que da lugar a una columna de plasma de forma cilíndrica que concentra una gran densidad de energía.
El nivel de energía conseguido a través del arco de plasma permite, en determinados casos, aumentar las velocidades de soldadura; en otros, aumenta el nivel de penetración de los cordones y, en general, permite una gran estabilidad del arco, desde valores inferiores a un Amperio (micro-plasma) hasta valores superiores a 300 Amperios (macro-plasma), así como un mejor control de la distorsión
Está compuesto por tres elementos principales y var ios complementos auxiliares con las siguientes características:
– Equipo compacto de corriente alterna / continua, control de onda cuadrada modelo Transting AC/DC-350A de la firma BOC/ESAB y regulación de 5-325 Amperios.
– Control PW-300 de la firma ESAB para regulación de los parámetros del arco de plasma (gases y energía).
– Pistola P.T.W. 300 de aplicación automática para so ldadura por plasma hasta 300 Amperios al 100% de F. U. refrigerada por agua.
Completan la instalación una serie de complementos como alimentador de hilo, mando a distancia, carro de desplazamiento lineal, mesa giratoria, gases, etc. que son requeridos en función de la aplicación del trabajo
Características:
– Soldadura longitudinal de tubos de diferentes aleaciones aplicada en instalaciones automatizadas con altas velocidades de producción cercanas a 1 m/min en función del espesor.
– Soldadura orbital de tuberías por refusión de bordes en tubos de hasta 6 mm de espesor con una sola pasada.
– Fabricación de recipientes de acero inoxidable para almacenamiento de diferentes productos
– Soldadura de fuertes espesores a una sola pasada de materiales tales como titanio, cobre, níquel y aleaciones cromo-níquel utilizando la técnica de Key-hole llegando a obtenerse valores de 15 mm en el caso de las aleaciones de titanio.
– Soldadura de convertidores catalíticos de tubos de escape para automoción.
Fuente: Materia de Proceso de Manufactura de la Unideg