
El Trabajo en Caliente es una deformación de un metal por encima de la temperatura de recristalización. Durante el trabajo en caliente solo cambia la forma del metal. La resistencia permanece sin cambios debido a que no ocurre endurecimiento por deformación.
Refinación del Grano al ser trabajado en Caliente
Durante el trabajo en caliente los granos se alargan y recristalizan inmediatamente, con un control adecuado se obtiene un tamaño de grano fino.
Sin embargo, todos los procesos de trabajo en caliente presentan una cuantas desventajas que no pueden ignorarse. Debido a la alta temperatura del metal existe una rápida oxidación o escamado de la superficie con acompañamiento de un pobre acabado superficial.
Como resultado del escamado no pueden mantenerse tolerancias cerradas. El equipo para trabajo en caliente y los costos de mantenimiento son altos, pero el proceso es económico comparado con el trabajo de metales a bajas temperaturas.
Los principales métodos de trabajo en caliente de los metales son:
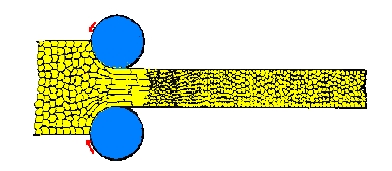
– Laminado: Un efecto del trabajo en caliente con la operación de laminado, es el refinamiento de grano caudado por recristalización. La estructura gruesa es definitivamente despedazada y alargada por la acción de laminado. Debido a la alta temperatura, la recristalización aparece inmediatamente y comienza a formarse pequeños granos.
– Forjado: La forja fue el primer método de trabajo en caliente. Una prensa movida por una fuente de potencial general y una banda desde los árboles, tienen un brazo descendente y golpe un pedazo de metal colocado en un dado.
– Extrusión: Existen dos tipos de extrusión:
– Extrusión Directa: Un tocho cilíndrico caliente se coloca dentro de la cámara del dado, el falso bloque y el apisonador se colocan en posición. El metal es extruido a través del dado abriéndolo hasta que sólo queda una pequeña cantidad. Entonces es cortado cerca del dado y se elimina el extremo.
– Extrusión Indirecta: Es similar a la extrusión directa excepto que la parte extruida es forzada a través del vástago apis onador.
– Manufactura de tuberías: Los accesorio tubulares y tuberías pueden hacerse por soldadura eléctrica o a tope, plancha para formado de tubos, perforado y extrusión.
– Embutido: Para productos sin costura que no pueden hacerse con equipo convencional de rolado. Se calienta una lupia a temperatura de forja y con un punzón de penetración operado con una prensa vertical, la lupia se forma dentro de un extremo hueco cerrado. La pieza forjada es recalentada y colocada en el banco de estirado en caliente y así el punzón forza al cilindro a través de la longitud completa del banco de estirado.
– Rechazado en caliente: El rechazado en caliente del metal se usa comercialmente para conformar o formar placas circulares gruesas de alguna forma sobre un cuerpo giratorio y estrangular o cerrar los extremos de tubos.
Fuente: Materia de Proceso de Manufactura de la Unideg